独立行政法人 産業技術総合研究所【理事長 野間口 有】(以下「産総研」という)生産計測技術研究センター【研究センター長 坂本 満】 主幹研究員 兼 光計測ソリューションチーム 研究チーム長 野中 一洋、同チーム 坂井 一文 招聘研究員、蒲原 敏浩 産総研特別研究員は、住友電工プリントサーキット株式会社【代表取締役 西川 潤一郎】と連携して、光学的な手法により金めっき表面を測定して光沢ムラの数値化を行い、自動判別を可能とする汎用性に優れた小型検査装置を開発した。この装置はフレキシブルプリント回路基板(FPC)の金めっき外観検査などに使用できる。
この装置では光沢ムラの原因となる金めっき表面の粗さ分布を偏光解析により画像化し、汎用画像特徴抽出法(HLAC)と統計的手法(多変量解析)を組み合わせた汎用画像認識法(産総研技術)で粗さ分布の特徴量を計算して、光沢ムラの状態を数値化する。本装置により、金めっき処理を施したFPCをはじめ、種々のプリント基板や、電子部品などの信頼性や生産性の向上への貢献が期待される。
なお、本装置は、2011年9月7~9日に幕張メッセ(千葉市美浜区)で開催される分析展2011/科学機器展2011に出品される。
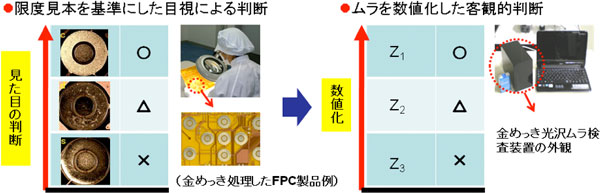 |
図1 金めっき光沢ムラ検査装置
光学的手法を用いてめっき表面を測定し光沢ムラの程度を数値化することで、製品の良否の自動判別が可能。 |
金めっきはプリント基板やコネクターなど多くの電子部材に使用されているが、金めっきのムラ、シミ、変色などの外観異常については、限度見本と見比べる目視によって検査が行われているのが現状である。このため、検査者ごとの検査結果のバラツキや製造者側とユーザー側の基準のずれなどが生じ、製品品質に関するトラブルや過度の不良品発生などを招いている。これらの問題を解消し、製品の信頼性を向上させるには、客観的な検査基準を整備する必要があった。また、不良品発生の低減と製品品質の安定化のためには、光沢ムラなど、外観異常の原因となる表面性状を数値化し、めっき工程へのフィードバック機能を強化することが求められていた。
産総研は、生産現場における計測課題から、基盤的かつ波及効果の大きい課題を抽出し、オンタイムでソリューションを提供することを目指しており、マイスター制度を活用した企業との連携研究によって新しい検査技術の開発、検査装置の試作、および検査法の標準化に取り組んできた。今回の技術は、さまざまな製造現場で実施されている官能検査と呼ばれる検査のうち、最も代表的な目視検査について、その自動化・数値化を行うとともに検査の基準作成を目指すものである。
目視検査は人間の判断に頼る部分が大きく、熟練度の違いや疲れなどによる検査結果のバラツキが懸念されている。光沢ムラ検出も目視検査の中では、難しい検査であり自動化が望まれている。一般に金めっき表面の画像を直接画像処理してムラを検出する手法が行われているが、低コントラストのムラは、画像処理だけでは検出が難しい。今回、ムラの特徴量を引き出す光学系(“目の部分”)による測定と、測定結果から特徴量を計算する汎用画像特徴抽出法である高次局所自己相関HLAC(“頭脳部”)を用いて、ムラの分類と数値化を行った。
今回の技術は、検査対象物の外観異常について原因となる物理量を決定し、その計測方法を考案し、汎用画像特徴抽出法と統計処理法の組み合わせによって数値化して、検査対象物の良否の判別を行うものである。
光沢ムラの原因には有機物などの付着物もあるが、ほとんどの場合は表面の粗さの違いによる正反射・拡散反射光の違いが光沢ムラの原因であること、すなわち異常光沢部は正常光沢部に比べて表面粗さが小さく拡散光成分が小さいことを見出した。また表面粗さは、光の各偏光成分の反射にも影響を及ぼすことを明らかにした。図2に金の表面粗さと直線偏光(Is/Ip=1/1)の光を入射したときの拡散光の偏光成分比(Ψ=tan-1(Is/Ip))の関係を示す。この結果から拡散光の偏光成分比から表面粗さを求められることがわかった。
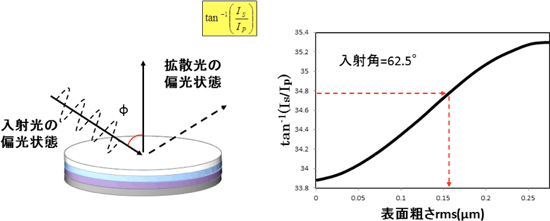 |
図2 金めっきの表面粗さと拡散光の偏光成分比の関係 |
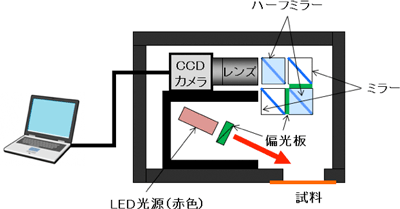 |
図3 金めっき光沢ムラ検査装置の構造概要 |
図3に試作した金めっき光沢ムラ検査装置の構造概要を示す。試料からの拡散光(散乱光)について、その偏光成分比(Is / Ip)の変化を測定するため、光源の出力変化や外乱光の影響などを受けにくくロバスト性に優れている。なお、装置構造は、図3に示すように極めて簡潔であり、低価格での製品化が期待できる。さらに、小型・軽量のため携帯性にも優れ、製造現場での使用に適している。
図4にFPC金めっきパッドの光沢ムラ検査の概要と実施例を示す。FPCサンプルの金めっきパッド部について、各点の拡散光の偏光成分比から表面粗さ分布に対応した画像を取得し、これから産総研シーズ技術である汎用画像特徴抽出法HLACを利用して特徴量を計算し、5次元の特徴空間を構成した。その空間から判別分析を行うことによって、光沢ムラの程度を数値化し、良否判定のみならず3つのムラの種類(境界型、三日月型、斑点型)も識別できることを明らかにした。
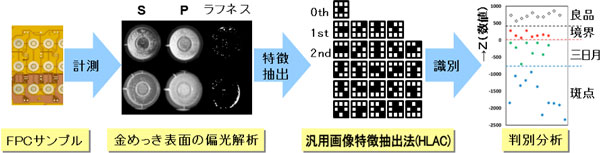 |
図4 FPC金めっきパッドの光沢ムラ検査の概要と実施例 |
今後は現場適応性の検証を経て装置の製品化を進めるとともに、検査法の規格化・標準化に向けた取り組みを行っていく予定である。